Resources
Insights, case studies, and thought leadership from Bruviti
Blogs

From 50% to 90%+ Forecast Accuracy: What Changes With an AI Layer
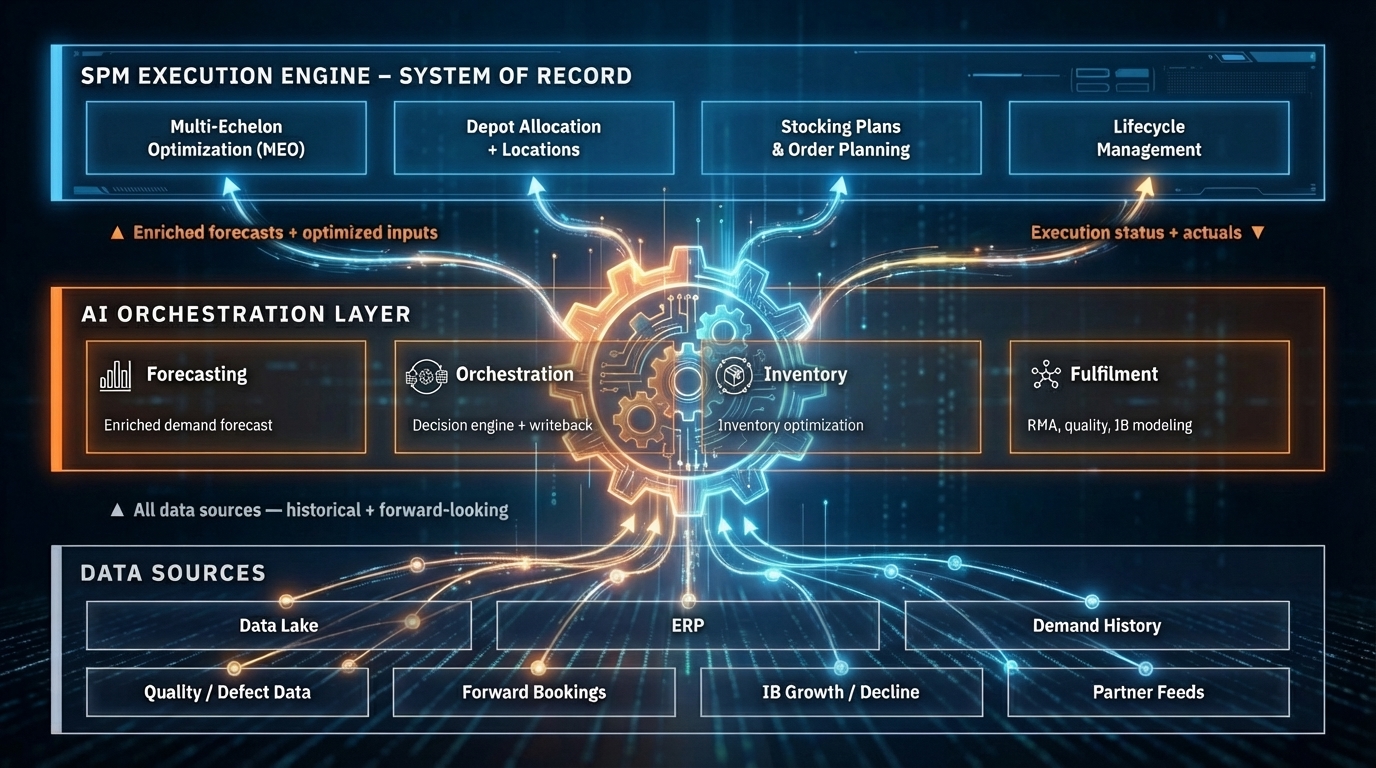
The Four Structural Gaps in Modern SPM Systems
Why Your Service Parts Management (SPM) Needs an AI Operating Layer

5 Ways AI Improves First-Time Fix Rates in Field Service

Notes from the Field: 5 Shifts We've Seen Deploying Enterprise AI and What GTM Must Change

AI Isn't a Software Upgrade, and the Market Knows It

Start with the Workflow, Not the Agent

Outcome-Based Agents: Taking Agentic AI to the Finish Line
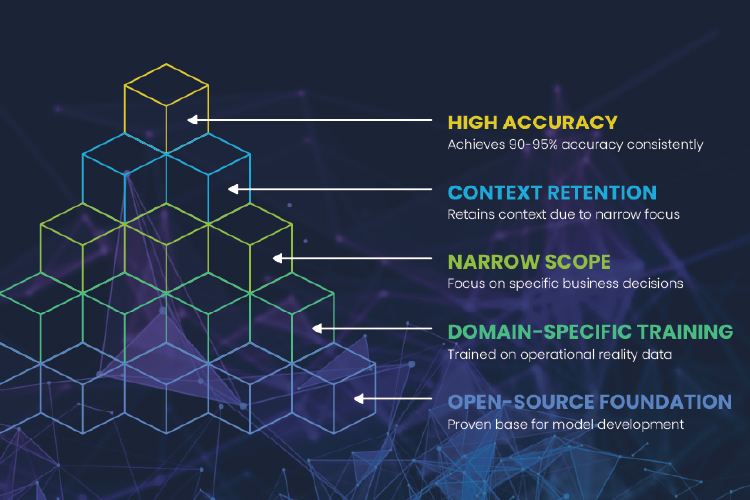
Small Models, Big Impact: Specialized AI for Precision Outcomes
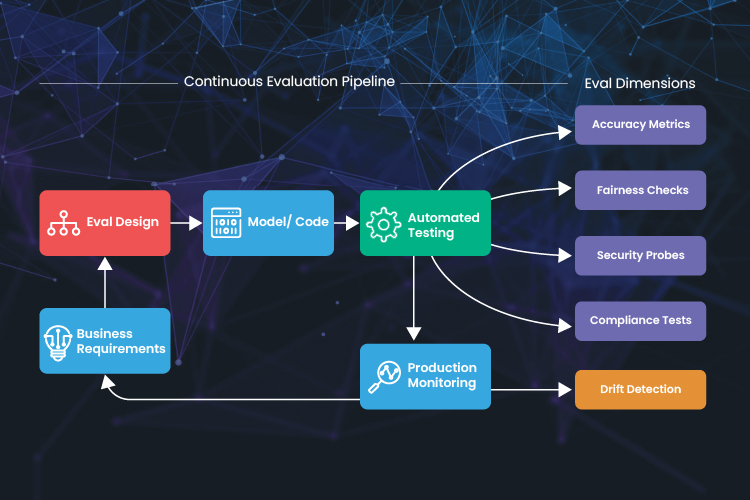
The Hidden Layer: AI Real-World Evaluations

Keep Your Data Safe: The Embedded LLM Approach

AI in Home Appliance Customer Service Resolution Centers

Navigating the Service Skills Knowledge Gap with AI

Slash Service Costs with the Issue Resolution Curve

Unlock Insights with Equipment 360 View
Increase First-Time Fix Rate with AI Parts Prediction

AI and Field Service Techs: The Future of Jobs

Navigating Equipment Management: The Critical Role of AI

Maximize EV Charger Uptime with Vision AI

Resolving EVSE Customer Service Challenges with Vision AI

Supercharging the Future: AI for EVSE Service (Part 1)

Supercharging the Future: AI for EVSE Service (Part 2)

AI Redefining IT Tech Support (Part 1)

AI Redefining IT Tech Support (Part 2)

Impact Stories



Press
Bruviti raises $6 Million to accelerate Agentic Automation in Aftermarket Service; adds former Salesforce Service Cloud Chief Product Officer Ryan Nichols to Board
Bruviti Appoints Former GE Appliances COO Melanie Cook to Board of Advisors
Bruviti Raises $5M Series A Investment from the Marcone Group
Webinars

Service as Software: Agentic Automation for Complex Field Service Workflows
The future of Field Services: Harnessing AI for Precision and Productivity

Smart parts: the AI advantage in predictive parts management for field service

Revolutionise aftermarket service with AI

How AI technology can enhance customer service for home appliance equipment
See AIP transform your aftermarket operations
Join leading service organizations using AIP to deliver exceptional outcomes at scale.